
Protecting Equipment, Purifying Wastewater: Natural Mineral Condensate Neutralizer Granules for Efficient Acid Neutralization
Update time: 25-06-10 Views: 463
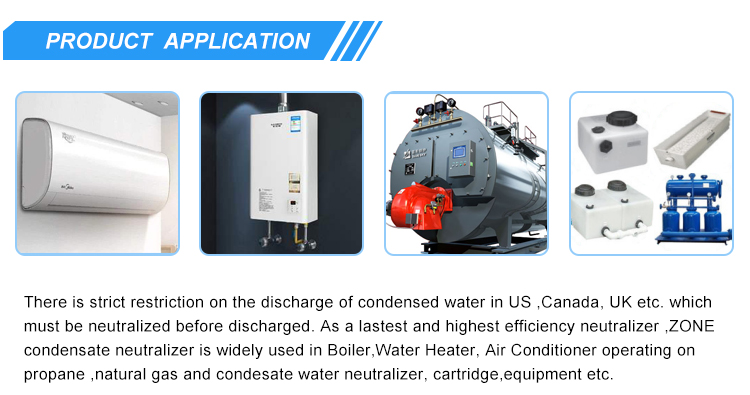
In modern high-efficiency heating and hot water systems, condensing gas boilers and water heaters are highly favored for their exceptional energy utilization. However, these efficient systems inevitably produce a byproduct when burning natural gas or propane: acidic condensate water. This condensate typically has a low pH (acidic). If discharged untreated, it can cause severe corrosion to pipes and drainage systems. Long-term accumulation may also damage the ecological environment and potentially lead to violations of increasingly stringent environmental regulations.
Addressing this widespread industry challenge, ZONE leverages its deep expertise in water filtration media to offer an innovative solution: Natural Mineral Condensate Neutralizer Granules. Specifically designed to neutralize acidic condensate, this product protects your equipment, extends its service life, and ensures safe, compliant wastewater discharge.
Core Advantages: Naturally Efficient, Safe & Reliable
Our condensate granules are not chemically synthesized. They are crafted from carefully selected natural inorganic mineral materials (such as specific types of calcium carbonate or magnesium ores), combined through scientific formulation and specialized processing. Their working principle is based on efficient, sustained neutralization:
1. Natural Neutralization: When acidic condensate flows through a neutralizer filter cartridge (e.g., a condensate neutralizer) filled with our granules, the alkaline mineral components react with the hydrogen ions (H⁺) in the water.
2. pH Elevation: The goal is to raise the pH of the highly acidic condensate (pH 2-4) to near-neutral levels (typically targeting pH > 5 or meeting local discharge standards), significantly reducing its corrosiveness.
3. Safe & Secure: Utilizing natural minerals ensures a gentle, controlled reaction without producing harmful byproducts or gases. The treated effluent is safer.


Why Choose ZONE Condensate Neutralizer Granules?
Superior Neutralization Efficiency: Highly reactive mineral composition ensures a large volume of acidic condensate is neutralized per unit of media, providing longer service life and reducing replacement frequency and overall costs. Precise particle size control guarantees uniform water distribution and complete reaction.
Broad Application Scope: Optimized for treating acidic wastewater from gas boilers (especially condensing boilers) and condensing water heaters. The ideal core filtration media for condensate neutralizers and neutralizer cartridges in non-potable water purification products.
Robust, Durable & Stable Performance: The granules exhibit excellent physical strength and chemical stability, resisting pulverization or clumping under continuous water flow and acidic conditions, maintaining consistent neutralization performance.
Eco-Friendly & Sustainable: Sourced from natural minerals, inherently non-toxic and harmless. Spent media is easier to dispose of responsibly, aligning with environmental principles.
Easy Installation & Maintenance: Standardized granular form facilitates simple filling into various neutralizer filter housings. Replacement is quick and straightforward.
Typical Applications:
Wastewater treatment for residential and commercial condensing gas boiler systems.
Condensate treatment in centralized heating systems for hotels, hospitals, schools, and other large facilities.
Neutralization of condensate wastewater from industrial gas-fired equipment.
Serving as the core filtration media integrated into various condensate neutralizer products.
Providing Cost-Effective Protection for Your System
Neglecting acidic condensate treatment might seem like short-term savings but can lead to far higher costs due to equipment corrosion damage, pipe leaks, and fines for non-compliant discharge. ZONE Condensate Neutralizer Granules offer an economical, efficient, and eco-friendly proactive protection solution. This reasonable investment safeguards your valuable equipment assets, ensures long-term system reliability, and meets environmental requirements.




